

Продукция


-
STON 15-осевая Полностью автоматическая листогибочная машина с гибким центром
-

Автоматический центр гибки металлических пластин 1400 мм.00MM
-

Техническая программа для гибочных станков серии PBS 10032 ( 4+1 )
-

STON-JT3032X2 Механический револьверный штамповочный пресс с ЧПУ
-
Револьверно-пробивной пресс с ЧПУ
-

Техническое решение чисто электрической гибочной машины
-

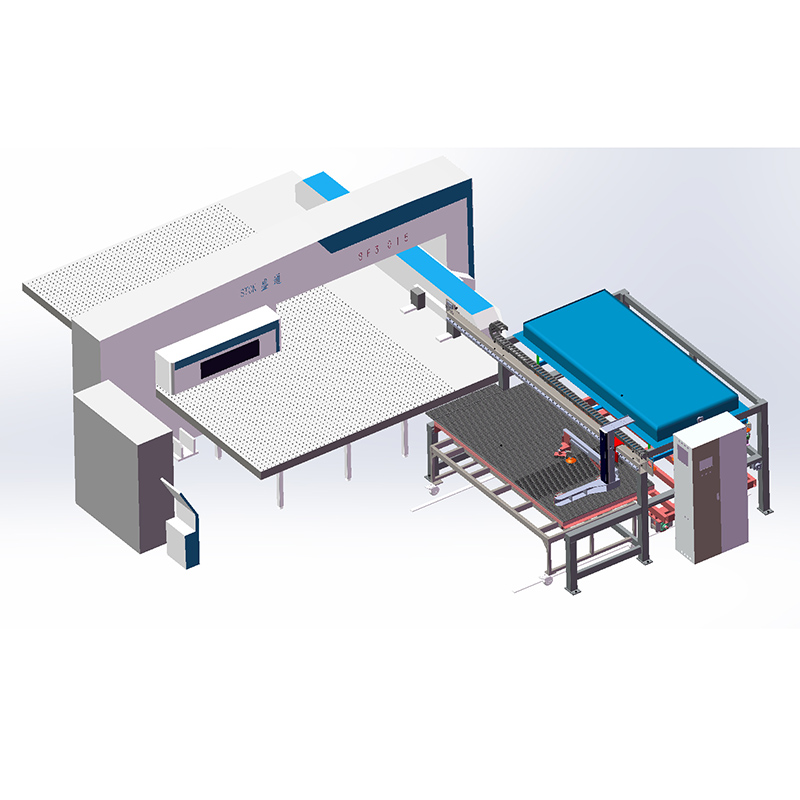
Ферменный манипулятор
-
-1.jpg)
Центр гибки панелей с ЧПУ, Автоматический станок для гибки панелей 1000 мм
-
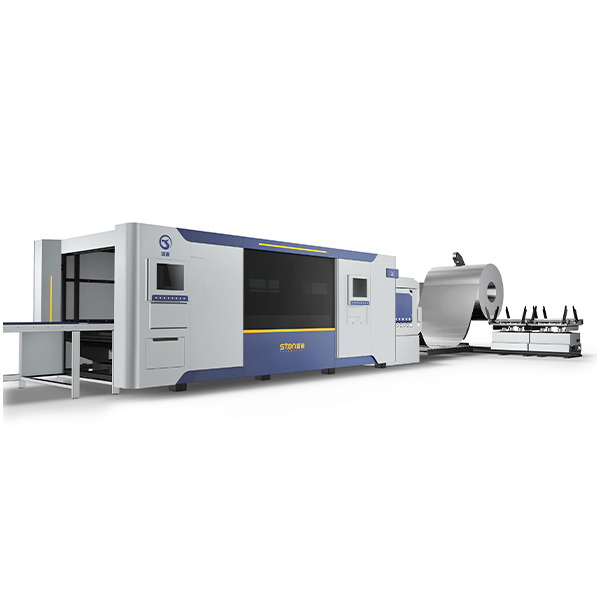
Линия лазерной резки рулонного материала
-
башенный удар1250мм*2500мм
-
Высокопроизводительный центр гибки панелей, полностью автоматический гибочный станок с ЧПУ
-

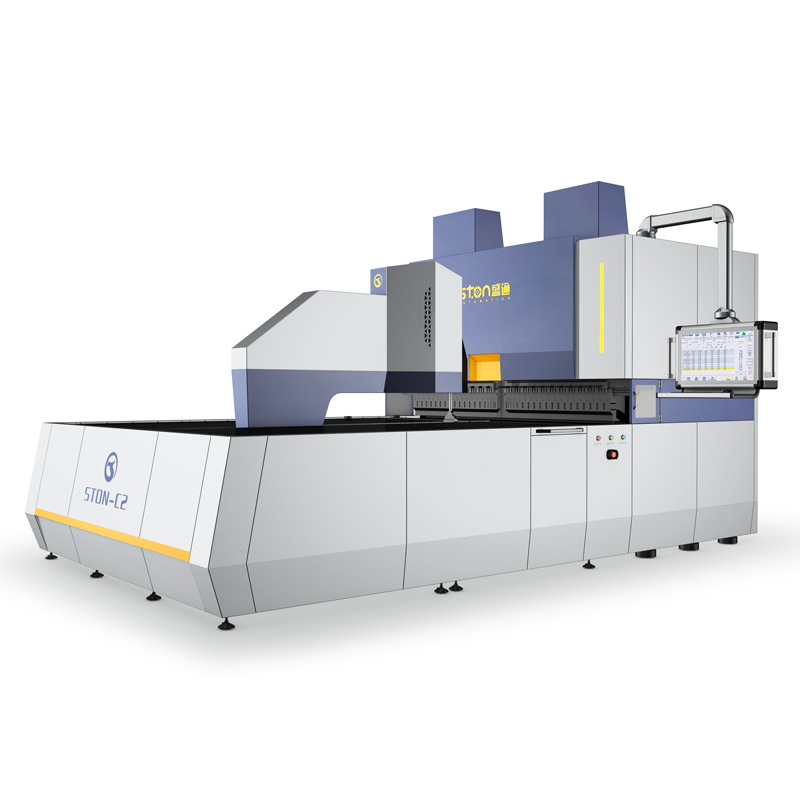
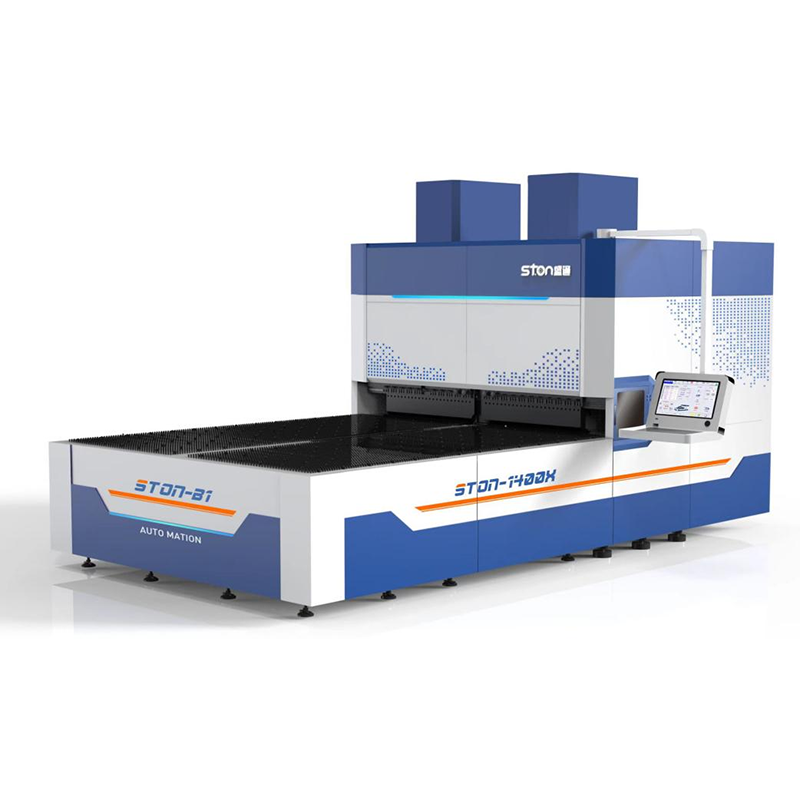
Автоматический панелегиб с присоской STON B1400
-

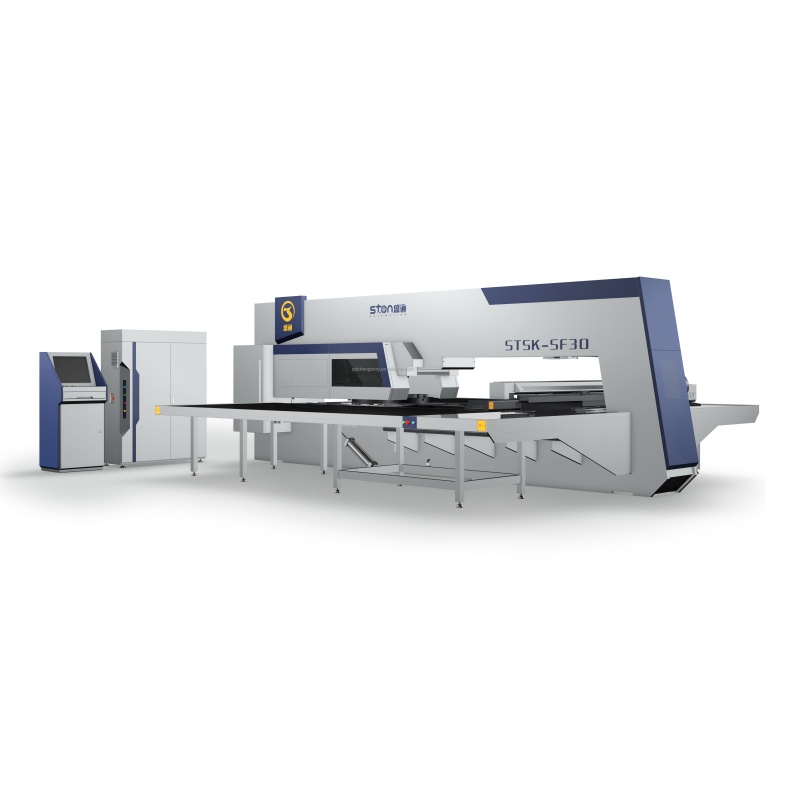
Револьверный пробивной пресс с электросервоприводом – STON SF3032X2
-

Интеллектуальный гибкий центр гибкиSTON A1000
-
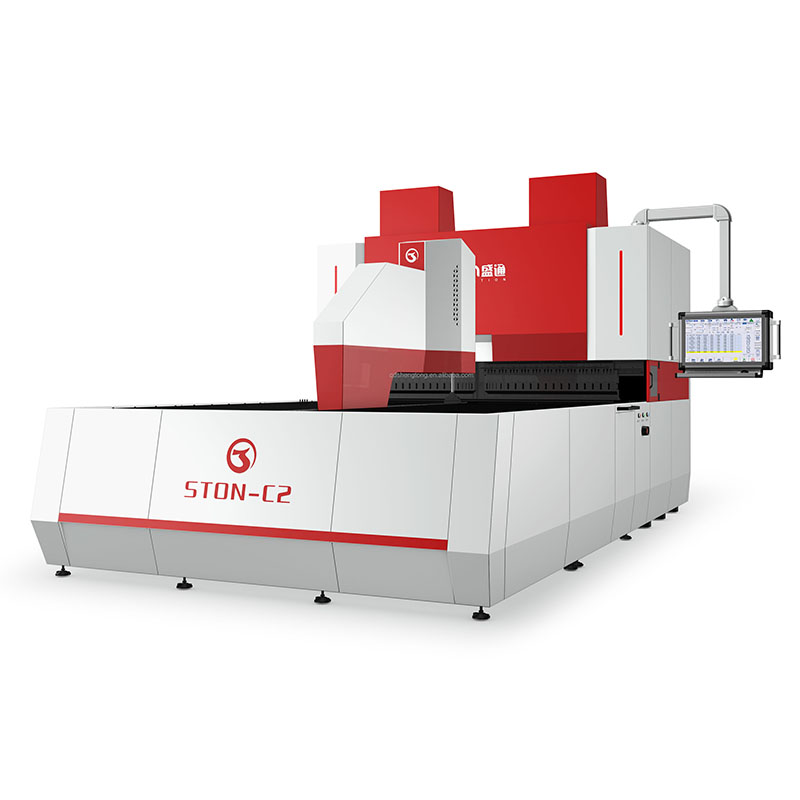
STON С ЧПУ ГИБОЧНЫЙ ЦЕНТР 2500 ММ ТИП
-
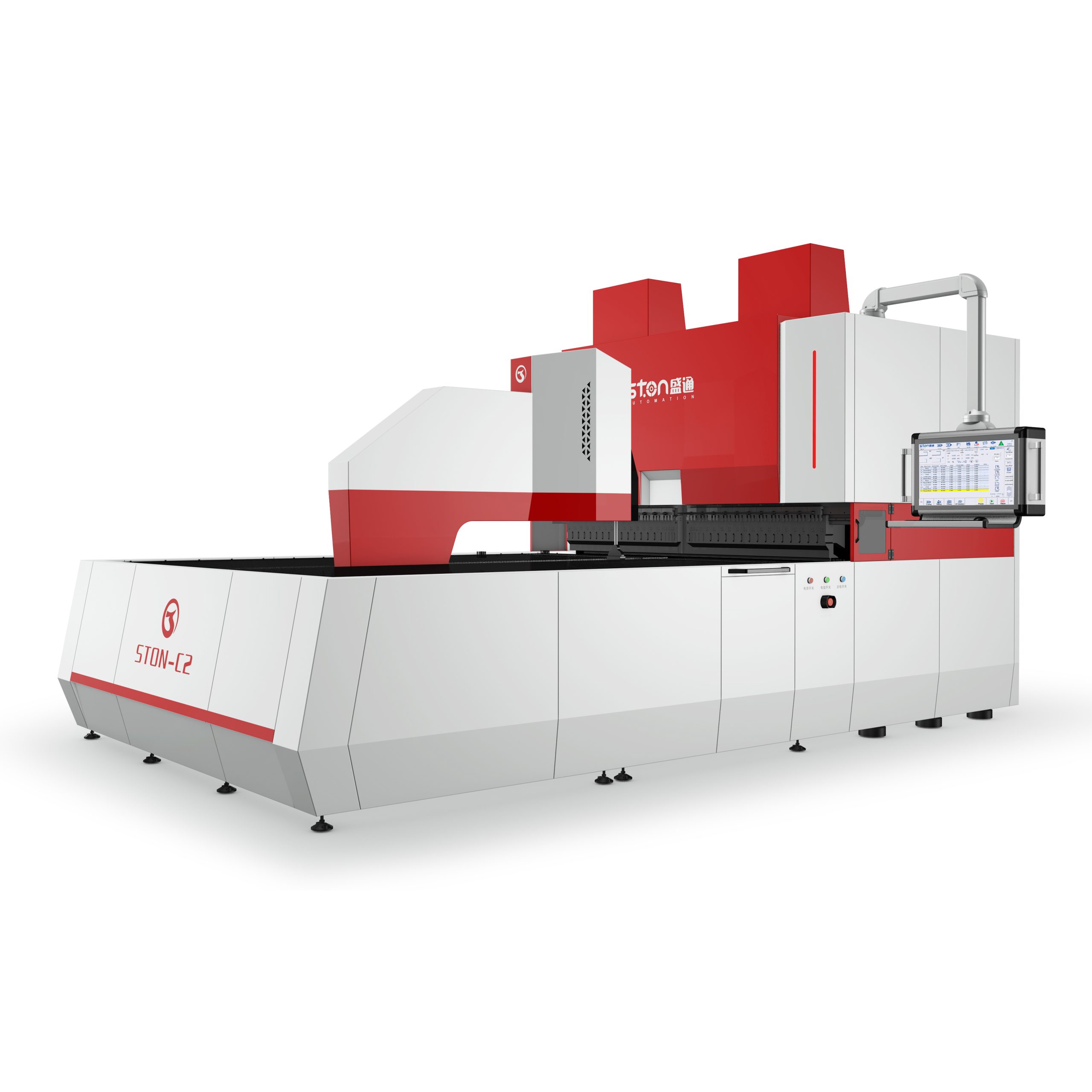
Усовершенствованная технология складывания листового металла с помощью листогибочных прессов STON.






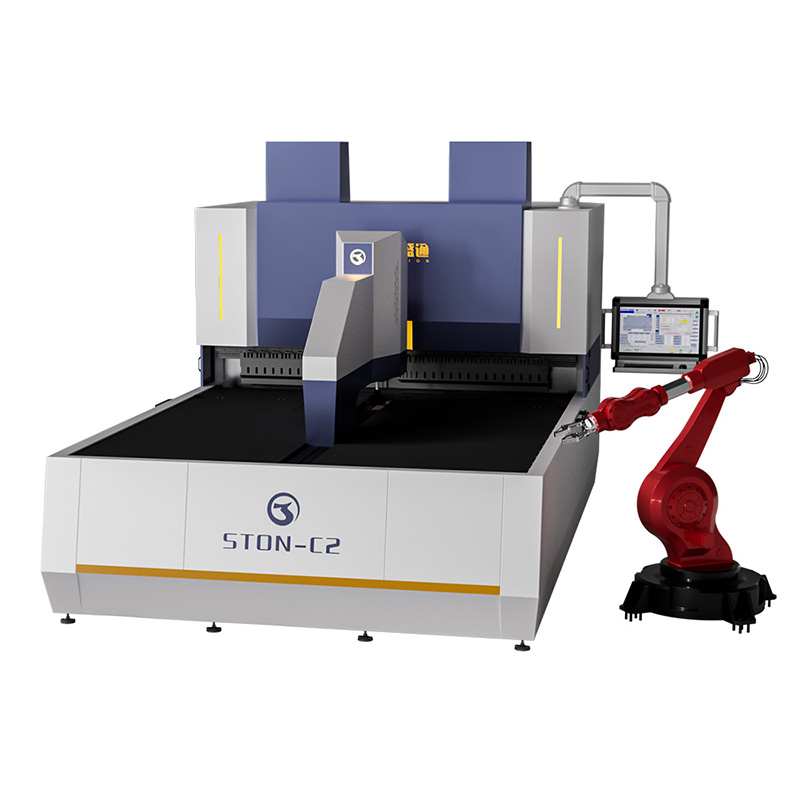
Автоматический панельогибочный станок на присоске
Интеллектуальный гибочный центр STON — это высокотехнологичный продукт, разработанный для индустрии листового металла с целью повышения эффективности производства, снижения трудоемкости, снижения затрат на рабочую силу и повышения репутации предприятия.
Описание
маркер
использовать:
Автоматический панельогибочный станок на присоске
Технический параметр:
| Модель
|
СТОН-А1000 | СТОН-Б1400 | СТОН-B1600 | СТОН-C2000 | СТОН-Д2500 | СТОН-Э3200 | |
| Максимум
Скорость гибки |
0,2 с/нож |
0,2 с/нож |
0,2 с/нож |
0,3 с/нож |
0,5 с/нож |
0,6 с/нож | |
| Максимум
Гибка Длина |
1000 мм |
1400 мм |
1600 мм |
2000 мм |
2500 мм |
3200 мм | |
| Максимум
Ширина изгиба |
1500 мм | ||||||
| Максимум
Высота изгиба |
170 мм (опционально 300 мм) |
||||||
| Максимум
Толщина изгиба |
Холодная пластина 2,5мм
Нержавеющая сталь 1,5 мм Алюминий 3,0 мм |
||||||
| Максимум
Толщина изгиба |
0,15 мм |
||||||
| Ось | 13,15 (можно настроить несколько осей) | ||||||
| Настроить
Приложение Промышленность |
Картотека; электрические шкафы, двери, шкафы для инструментов, кухонная утварь, инструменты для вентиляции, кондиционирования воздуха, очистки, обучения и тестирования. | ||||||

Высокая эффективность и точность
Интеллектуальный гибочный центр STON — это высокотехнологичный продукт, разработанный для индустрии листового металла с целью повышения эффективности производства, снижения трудоемкости, снижения затрат на рабочую силу и повышения репутации предприятия.
Широкий спектр применения
Гибочный центр STON широко используется в различных отраслях промышленности, таких как шкафы для хранения документов, электрические шкафы, двери, шкафы для инструментов, кухонная утварь, вентиляция, кондиционирование воздуха, очистка, образовательные и испытательные инструменты.Подходит для широкого спектра материалов, в основном из нержавеющей стали, пластин из углеродистой стали, медных пластин и алюминиевых пластин.


Универсальный гибочный инструмент
Гибочный инструмент изготовлен из ковочного материала 42CrMo и подвергается строгой черновой и чистовой обработке, термической обработке, отпуску и лазерной закалке, чтобы обеспечить срок службы инструмента и требования к гибке. Прямые ножи, изогнутые ножи, большие изогнутые ножи и верхние/нижние прижимные ножи, а также шарнирные ножи с пневматическим и электрическим управлением могут быть спроектированы и настроены в соответствии с заготовкой пользователя. Вспомогательные ножи также могут быть добавлены для сложных процессов гибки, чтобы удовлетворить различные требования к гибке.
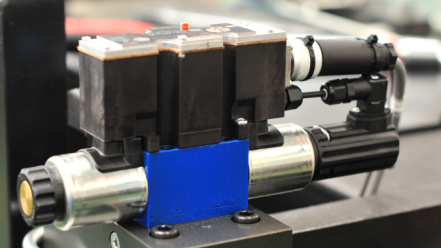
Профессиональная система ЧПУ
Он использует импортированную полностью электрическую сервосистему с замкнутым контуром управления, которая поддерживает одновременное соединение до 25 осей, что позволяет действительно достичь одновременного многоосного соединения, плавного изгиба и высокой координации механических операций. Соединительные порты зарезервированы для системы управления фермовым погрузочно-разгрузочным оборудованием и манипулятором, поэтому пользователи могут подключать манипуляторы различных марок и ферменное погрузочно-разгрузочное оборудование в соответствии со своими потребностями.
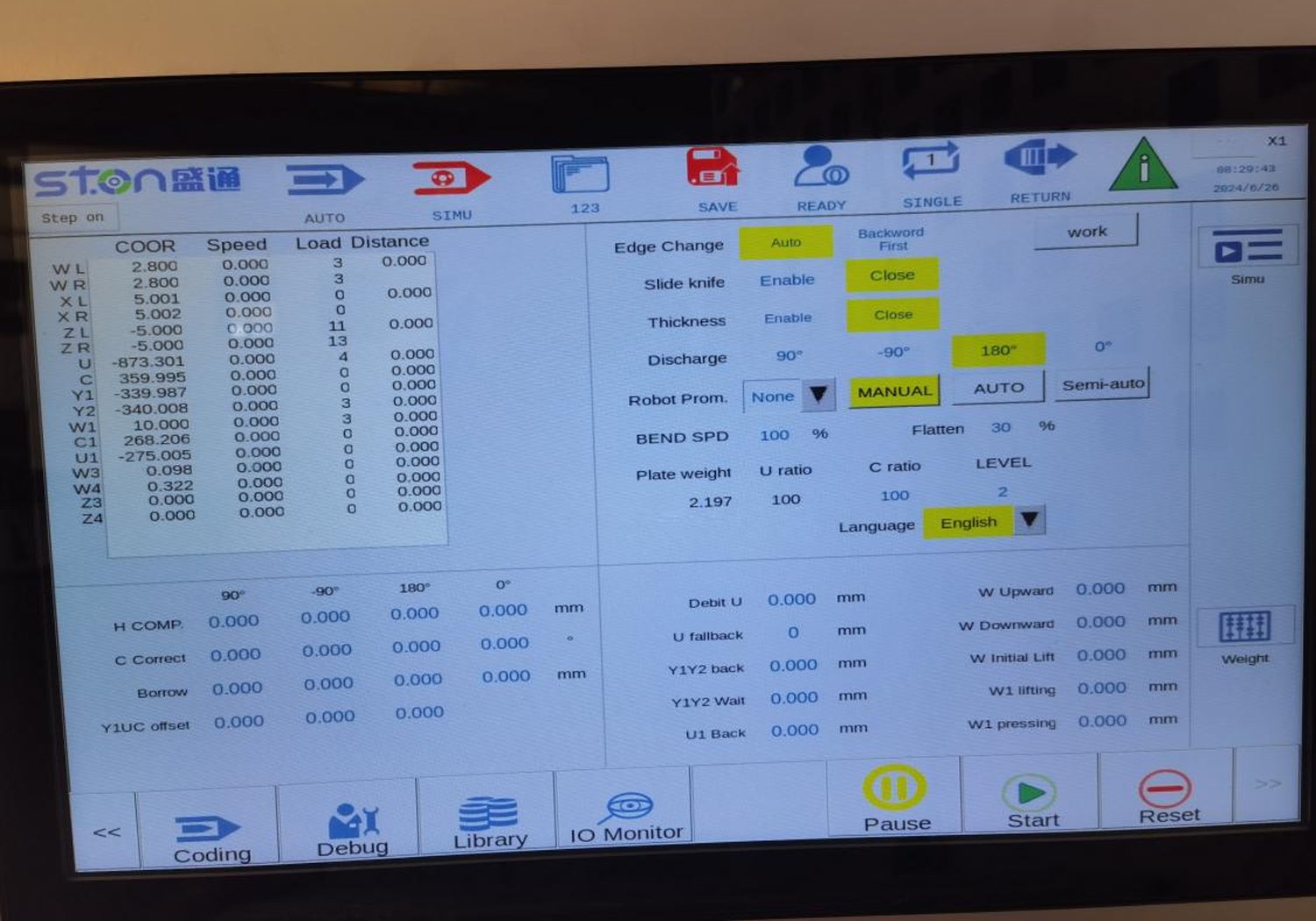
Программное обеспечение легко освоить и работает интеллектуально, отображая отредактированную форму заготовки в режиме реального времени. Система самопроверки может заранее определить, правильна ли отредактированная программа, чтобы избежать отходов заготовок и эффективно защитить оборудование. Он поддерживает сложные действия прижатой вверх мертвой кромки, прижатой вниз мертвой кромки и дуги окружности, которые не могут быть выполнены традиционными гибочными станками одновременно.
Система управления имеет облачный интерфейс управления эксплуатацией и техническим обслуживанием, и пользователи могут использовать приложение для мобильного телефона для мониторинга работы оборудования в любое время и в любом месте, понимания фактических условий эксплуатации и подсчета количества произведенных заготовок в разные периоды времени.

Корпус оборудования для тонкого литья
Корпуса оборудования подвергаются высокотемпературному отжигу в соответствии с температурной кривой материала. После этого они обрабатываются большой дробеструйной машиной для очистки песка, и поверхность становится аккуратной и чистой. Отливки и сварные детали подвергаются старению на открытом воздухе после черновой обработки, чтобы полностью снять внутреннее напряжение перед чистовой обработкой, чтобы гарантировать их длительное использование без деформации и стабильность общей точности.






Корпус оборудования для тонкого литья:
Корпуса оборудования подвергаются высокотемпературному отжигу в соответствии с температурной кривой материала. После этого они обрабатываются большой дробеструйной машиной для очистки песка, и поверхность становится аккуратной и чистой. Отливки и сварные детали подвергаются старению на открытом воздухе после черновой обработки, чтобы полностью снять внутреннее напряжение перед чистовой обработкой, чтобы гарантировать их длительное использование без деформации и стабильность общей точности.
связаться с нами
Сопутствующие популярные продукты
Ферменный манипулятор
Манипулятор фермы — это обычный промышленный робот, который обладает вы...
Центр гибки панелей с ЧПУ, Автоматический станок для гибки панелей 1000 мм
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
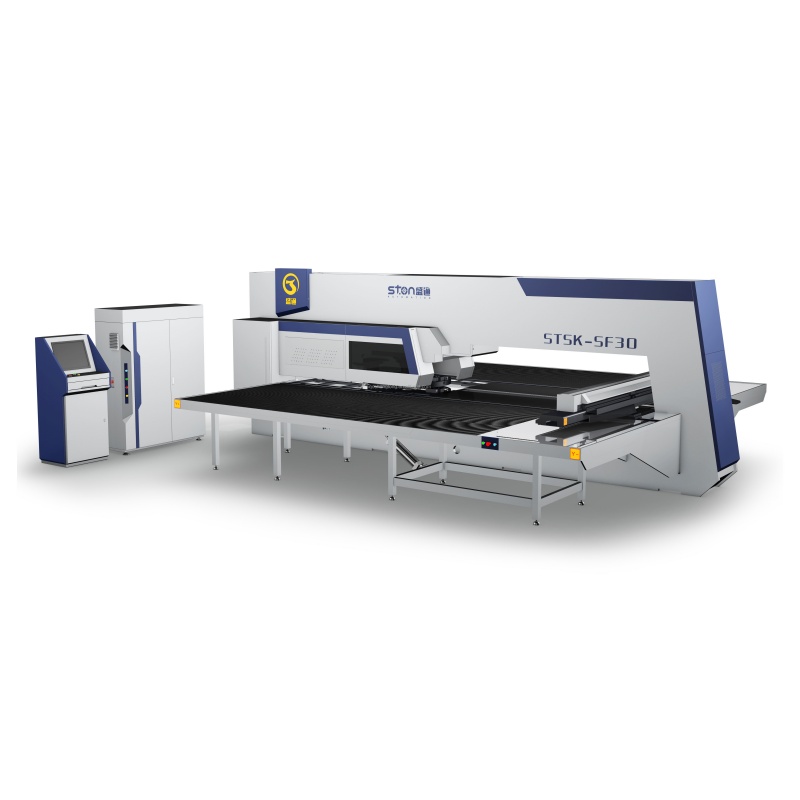
Револьверный дыропробивной станок с ЧПУ с автоматической загрузкой и выгрузкой
модель:STON SF3032X2.
заголовок:Револьверный дыропробивной станок с ЧПУ с автоматической загрузкой и выгрузкой.
Автоматический панельогибочный станок на присоске
Эта машина представляет собой автоматический гибочный станок, специально разработанный компанией STON для гибки тонких листов.

STON вниз толчка автоматический центр гибки листов вниз 1600 мм
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
Техническая программа для гибочных станков серии PBS 10032 ( 4+1 )
Новый промышленный дизайн в простом стиле, красивый внешний вид.
Лучшее соотношение параметров, лучшая конфигурация ядра, стабильная производительность и простота эксплуатации.
Высокопроизводительный центр гибки панелей, полностью автоматический гибочный станок с ЧПУ
Модель:СТОН E3200.
Название:Высокопроизводительный центр гибки листового металла, полностью автоматический гибочный станок с ЧПУ.
Револьверно-пробивной пресс с ЧПУ
Используя комбинацию 3D-моделирования, программного обеспечения CAD/CAM и технологии STON, компания STON может предложить комплексное решение для всех ваших требований, независимо от того, насколько они уникальны.
STON-JT3032X2 Механический револьверный штамповочный пресс с ЧПУ
Закрытая интегральная сварочная рама пресса O-типа специально для сервопробивного пресса.
STON С ЧПУ ГИБОЧНЫЙ ЦЕНТР 2500 ММ ТИП
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
Автоматический панелегиб с присоской STON B1400
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
Интеллектуальный гибкий центр гибкиSTON A1000
модель:STON D2.
Название продукта:Интеллектуальный гибкий центр гибкиSTON D2.
STON 15-осевая Полностью автоматическая листогибочная машина с гибким центром
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
башенный удар1250мм*2500мм
В основном она производит механическое оборудование для обработки листового металла.
Револьверный пробивной пресс с электросервоприводом – STON SF3032X2
STON’s недавно запущен SF серии электро серво ЧПУ пробивной пресс 30 тонн с передовой технологией сервопривода.
Линия лазерной резки рулонного материала
Одна производственная линия, которая может легко резать различные материалы с точностью и скоростью, гарантируя постоянное качество каждый раз. STON LZ1401 предлагает непревзойденную эффективность и производительность, что делает его оптимальным решением для ваших производственных нужд. Почему стоит выбрать STON LZ1401? 1. Непревзойденное качество: наша технология лазерной резки обеспечивает точные и стабильные результаты, устраняя необходимость в доработке и сокращая отходы материала. 2. Экономичность: оптимизируя время производства и сокращая отходы материала, STON LZ1401 помогает вам экономить на эксплуатационных расходах. 3. Перспективность: поскольку технологии продолжают развиваться, STON LZ1401 разработан для адаптации и роста вместе с вашим бизнесом.