

Продукция


-
Центр гибки панелей с ЧПУ, Автоматический станок для гибки панелей 1000 мм
-

башенный удар1250мм*2500мм
-
Высокопроизводительный центр гибки панелей, полностью автоматический гибочный станок с ЧПУ
-

Автоматический центр гибки металлических пластин 1400 мм.00MM
-

Автоматический панельогибочный станок на присоске
-

Интеллектуальный гибкий центр гибкиSTON A1000
-

STON-JT3032X2 Механический револьверный штамповочный пресс с ЧПУ
-
STON 15-осевая Полностью автоматическая листогибочная машина с гибким центром
-

Техническая программа для гибочных станков серии PBS 10032 ( 4+1 )
-

STON С ЧПУ ГИБОЧНЫЙ ЦЕНТР 2500 ММ ТИП
-
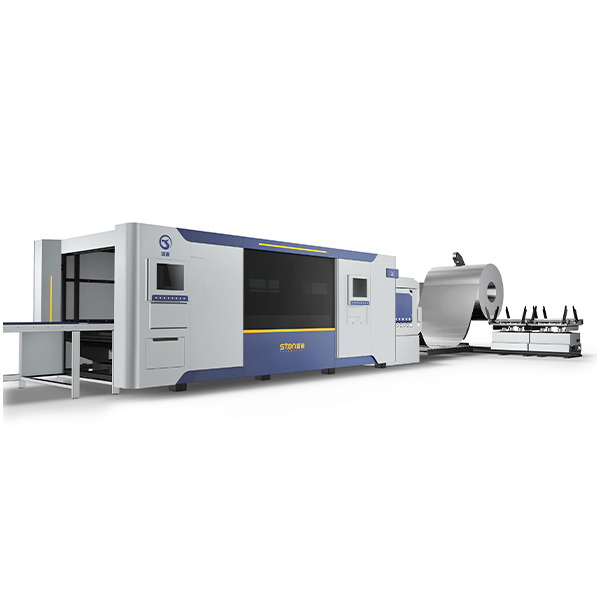
Линия лазерной резки рулонного материала
-
STON вниз толчка автоматический центр гибки листов вниз 1600 мм
-

Револьверный пробивной пресс с электросервоприводом – STON SF3032X2
-

Техническое решение чисто электрической гибочной машины
-
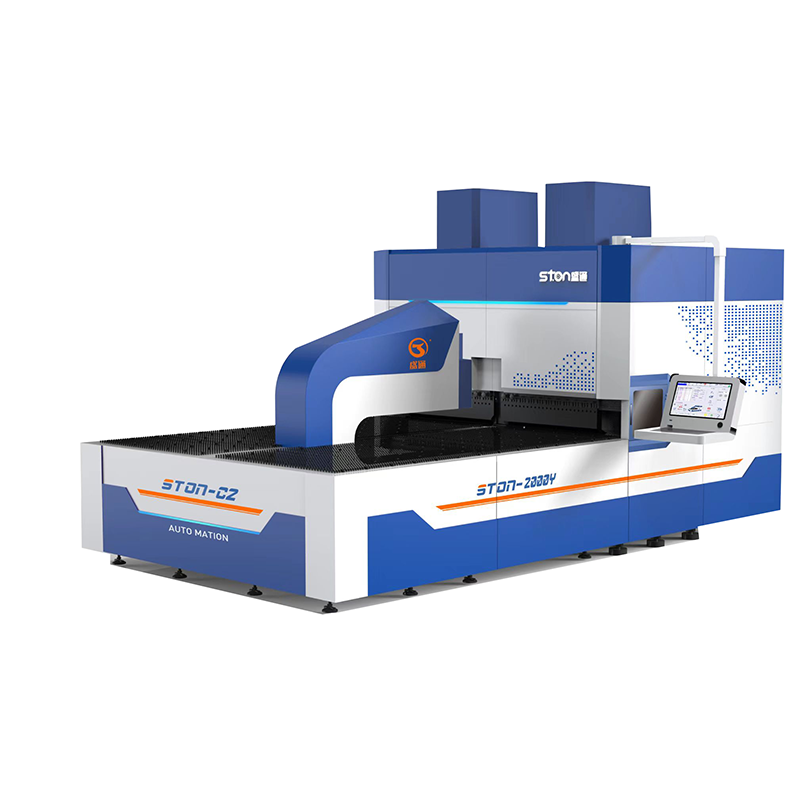
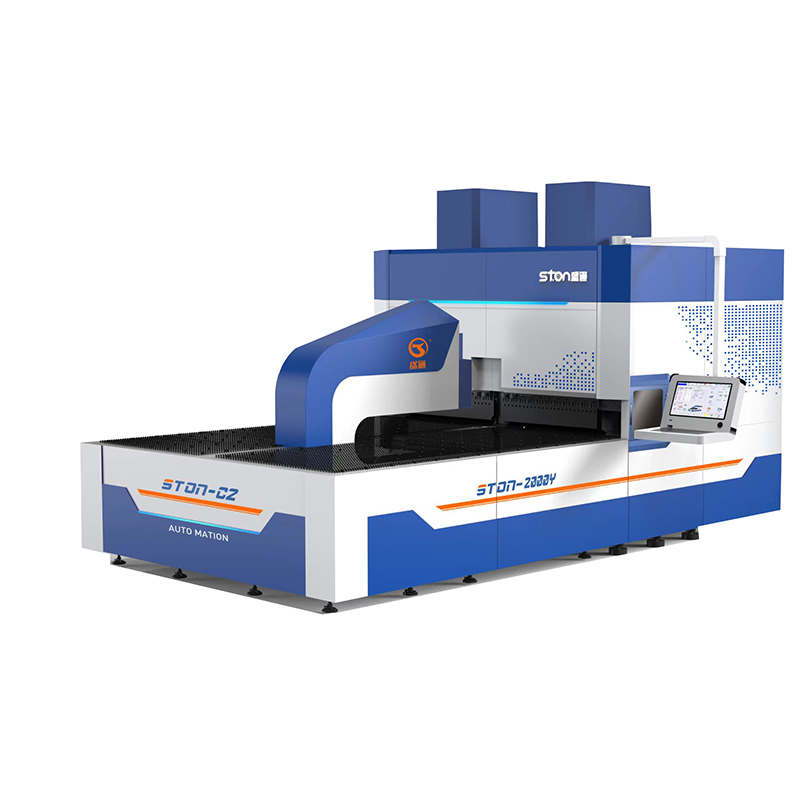
Автоматический панельогибочный станок на присоске
-

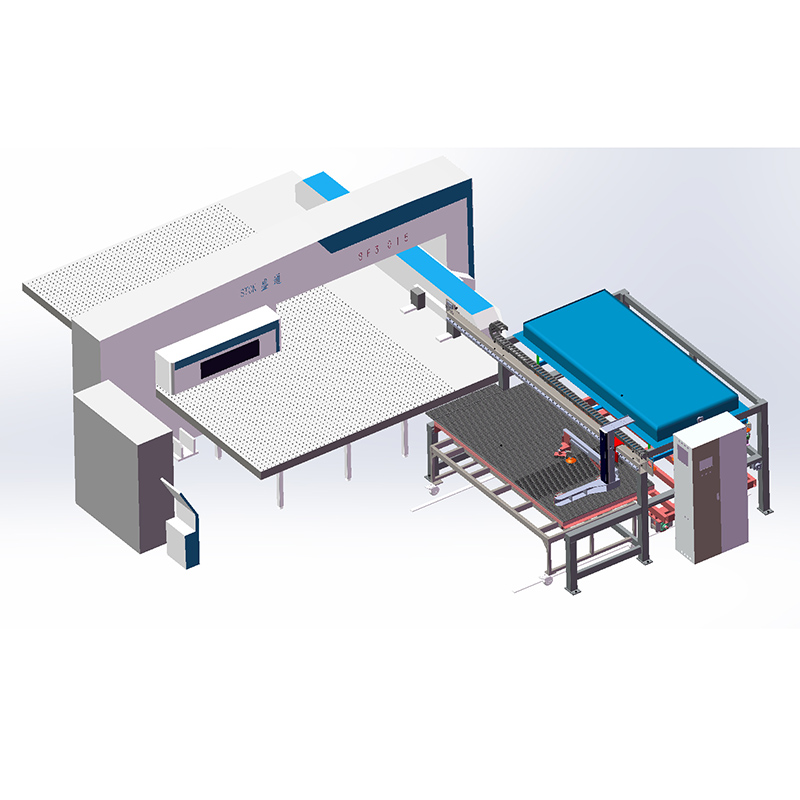
Ферменный манипулятор






Револьверно-пробивной пресс с ЧПУ
Используя комбинацию 3D-моделирования, программного обеспечения CAD/CAM и технологии STON, компания STON может предложить комплексное решение для всех ваших требований, независимо от того, насколько они уникальны.
Описание
маркер
использовать:
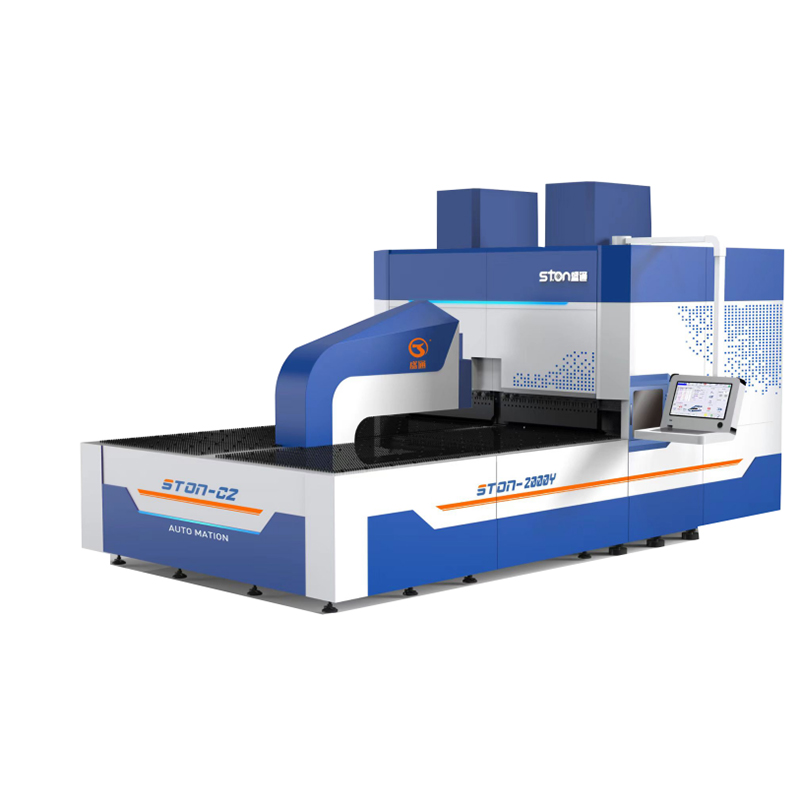
Револьверно-пробивной пресс с ЧПУ
Услуги штамповки с ЧПУ:
Используя комбинацию 3D-моделирования, программного обеспечения CAD/CAM и технологии STON, компания STON может предложить комплексное решение для всех ваших требований, независимо от того, насколько они уникальны.
Что такое штамповка с ЧПУ?
Штамповка с ЧПУ - это процесс производства листового металла. Аббревиатура ЧПУ означает «компьютер с числовым программным управлением». Это означает, что технология штамповки с ЧПУ способна «просматривать» чертежи CAD (компьютерного проектирования) и преобразовывать их в числа.Числа, по сути, являются координатами, которые управляют движениями штамповочного станка по листовому металлу. Большие листы можно подавать на станки с ЧПУ, а поскольку технологии сейчас настолько развиты, мы можем производить сложные детали за считанные минуты. С помощью программного обеспечения CAD/CAM (автоматизированное производство) каждый лист металла используется по максимуму, что сокращает количество брака и снижает стоимость каждого компонента.В обрабатывающей промышленности мы называем этот процесс «вложение», когда мы разрабатываем схемы резки с использованием специального программного обеспечения, чтобы они были максимально эффективными.
Каковы преимущества технологии ЧПУ?
До появления станков с ЧПУ на изготовление относительно простой детали из листового металла уходили часы, а то и дни.(Это немного похоже на технологию САПР, которая заменила ручные технические чертежи.) Каждая деталь, включая все отверстия, вырезы и выемки, должна была быть изготовлена вручную квалифицированным специалистом. Вы можете себе представить влияние на цикл доставки и стоимость, оба из которых вы (клиент) несете.Поскольку производство и компьютерные технологии становятся все более продвинутыми, станки с ЧПУ могут вырезать что угодно: от простых фигур, таких как круги или квадраты, до более сложных геометрических конструкций. Все это можно сделать за небольшую часть времени по сравнению с эпохой, существовавшей до появления ЧПУ, что дает вам, как клиенту, огромную экономию и значительно сокращает время выполнения заказов. Благодаря сочетанию 3D-моделирования, программного обеспечения CAD/CAM и технологии STON компания STON теперь может предложить комплексное решение для всех (различных) требований наших клиентов.
Наш опыт в области штамповки с ЧПУ:
Мы имеем многолетний опыт штамповки на станках с ЧПУ для заказчиков в строительной, медицинской и других отраслях. Электроприборы, автомобилестроение, аппаратная продукция, коммуникационное оборудование, машиностроение, производство кухонной посуды, приборостроение, аэрокосмическая промышленность и т. д.
Штамповка с ЧПУ совместима с различными материалами, включая мягкую и нержавеющую сталь, алюминий, латунь и медь. Мы можем использовать листы различной толщины (максимум до 6,4 мм, что дает нам универсальность при производстве большинства компонентов из листового металла).
Несмотря на то, что это звучит просто, штамповка с ЧПУ - это специализированный навык. Высококвалифицированные специалисты по ЧПУ должны уметь пробивать несколько раз в минуту и быстро перемещаться, сохраняя при этом точность. Наши специалисты имеют многолетний опыт в точном и быстром выборе правильного инструмента, траектории пробивки, скорости и подачи. Именно поэтому мы можем предоставить вам качественные детали по конкурентоспособным ценам.
1.Основные характеристики производительности:
Наша рама имеет О-образную (закрытую) конструкцию и сварена из стальных пластин. Стальные пластины прошли строгий анализ материалов для обеспечения качества. Он разработан в соответствии с научной механикой движения. Основная доска и внутренние ребра жесткости спроектированы таким образом, чтобы обеспечить общую устойчивость рамы.
Вся рама отжигается при высокой температуре в электрической печи, полностью устраняет внутреннее напряжение, создаваемое сваркой, повышает стабильность рамы и избегает деформации. Конец гортани рамы имеет уникальную конструкцию, снижает высоту гортани, повышает прочность рамы, эффективно обеспечивает стабильность рамы и тоннаж пресса.
Монтажные поверхности и отверстия направляющих, винтов, головок ножей, цилиндров позиционирования и приводных механизмов зажимаются большим расточным станком с ЧПУ для обеспечения выравнивания, параллелизма и вертикальности каждой поверхности обработки, а также точности сборки каждой детали, тем самым повышая точность обработки.


2.тамповка компонентов:
Силовая головка сварена из стальных пластин, закаленных при высокой температуре. Коленчатый вал, шатун и пуансонная головка изготовлены из круглой стали 45 #. Весь узел оснащен втулками из оловянной бронзы и уникальными масляными канавками. используется для циркуляции и фильтрации масла для обеспечения достаточной смазки. Таким образом, он обладает высокой прочностью и износостойкостью.



Мощный серводвигатель с полым валом используется для вывода мощности, а коленчатый вал соединен с серводвигателем в целом, чтобы избежать несоосности и задержек, вызванных слишком большим количеством соединений. Операция штамповки с прямым приводом отличается высокой стабильностью и быстрой скоростью реакции, а также применяется метод качания. Угол поворота выбирается автоматически в зависимости от хода штамповки и процесса, что значительно повышает эффективность.



Серводвигатель охлаждается маслом с помощью масляного радиатора, который обладает такими преимуществами, как низкий уровень повышения температуры и высокая перегрузочная способность. Это решает проблему частой замены охлаждающей жидкости в холодных районах зимой.
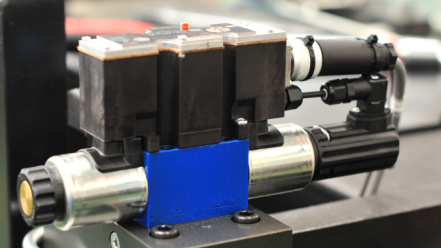
3.Приводной механизм:
Режущая головка изготовлена из углеродистой стали 45#, закалена и отпущена..Его поверхность обрабатывается большим плоским шлифовальным станком с ЧПУ после шлифования и фрезерования, чтобы обеспечить плавность и плавность головки ножа..Используйте специальные приспособления для парной обработки позиционных отверстий, чтобы обеспечить коаксиальность верхних и нижних модулей.Использование встроенной конструкции головки ножа не только уменьшает вес головки ножа, но и поддерживает длинную направляющую структуру, обеспечивая направляющую стабильность формы.Компания оснащена большим импортным трехкоординатным измерительным прибором (Hexagon, Швеция), а режущая головка собирается после прохождения испытаний (значение индексации позиционирующего отверстия режущей головки не может быть измерено другими измерительными инструментами).



Для привода режущей головки используется турбинный червячный редуктор и двухцепной привод..Редуктор устанавливается в раме для повышения стабильности передачи и точности смещения.Дизайн ножевого диска имеет увеличенное сиденье цилиндра и два цилиндра, которые могут работать одновременно, стабильное и точное позиционирование, чтобы избежать износа боковой втулки ножевого диска.
Роторная станция (само вращение) приводится в движение синхронным ремнем, который имеет такие преимущества, как высокая скорость передачи, высокая точность и низкий уровень шума.
 приводится в движение синхронным ремнем, который имеет такие преимущества, как высокая скорость передачи, высокая точность и низкий уровень шума.")
 приводится в движение синхронным ремнем, который имеет такие преимущества, как высокая скорость передачи, высокая точность и низкий уровень шума.")
 приводится в движение синхронным ремнем, который имеет такие преимущества, как высокая скорость передачи, высокая точность и низкий уровень шума.")
Ось Y имеет цельную соединительную пластину, а балка из квадратной трубы по оси X имеет две направляющие. После закалки собственный вес компонентов снижается, работа становится более стабильной, а позиционирование - более стабильным. более точны. Направляющие и ходовые винты импортируются из Тайваня и собираются в соответствии со строгим и научным процессом сборки. Компания также оснащена современным лазерным коллиматором и лазерным интерферометром, чтобы обеспечить точность сборки и эффективно повысить точность подачи и скорость работы.



Использование плавающих пневматических зажимов обеспечивает большую силу зажима и стабильную подачу. Встроенная направляющая «ласточкин хвост» обладает хорошей жесткостью, а зажим легко перемещается. Зажимы могут автоматически опускаться во время подачи, что облегчает вход пластины в зажимы, что значительно снижает трудоемкость оператора.
Многоточечная автоматическая система смазки используется для обеспечения полной смазки каждой движущейся части и предотвращения износа из-за недостаточной смазки.
4.столешница верстака:
Универсальный шар, щетка и пневматическая верхняя часть верстака используются для снижения шума и вибрации при работе пуансона, защиты поверхности обрабатываемой пластины.
Уникальная пыленепроницаемая конструкция верхней части верстака позволяет предотвратить столкновения, вызванные чрезмерным зазором, и в то же время защитить направляющие и ходовые винты от пыли, продлевая срок службы.
Верстак и его верхняя часть (бесщеточная часть) защищены нержавеющей сталью, которая красива и долговечна и в то же время предотвращает появление царапин на поверхности плиты.
Кабель передачи данных защищен буксировочной цепью на боковой стороне рамы, что уменьшает зазор между рабочими столами и предотвращает скребки и столкновения.



5.Система управления:
Главный компьютер оснащен импортной материнской платой и платой управления движением в сочетании с сервоприводом Panasonic RTEX для полной передачи сигнала с обратной связью. Это позволяет избежать потери сигнала, задержки передачи или отсутствия обратной связи, вызванной передачей импульсов. скорость и точность передачи сигнала, а также эффективно увеличивает скорость и точность работы оборудования.
Режим управления по шине имеет высокую скорость обмена данными и короткий цикл, что значительно повышает точность взаимодействия между осями при совместной работе нескольких осей. Управляющий сигнал передается в виде пакетов инструкций, которые обладают более сильными антиинтерференционными свойствами, чем традиционный импульсный режим управления, и позволяют эффективно избежать влияния крупного силового оборудования на систему управления.
Все функции управления реализуются через передачу по сетевому кабелю. Это позволяет избежать нагрузки по устранению неполадок, вызванной слишком большим количеством линий передачи данных. Система управления главным компьютером может своевременно получить доступ к необходимой информации или записать ее через шину RTEX. Полученная информация также может быть обменена с ней. или храниться в системе управления заводом, чтобы соответствующий персонал мог своевременно понимать рабочее состояние и условия производства оборудования. Главный компьютер и драйвер серводвигателя соединены шиной, чтобы обеспечить оптимальную работу каждого серводвигателя.


6.Программное обеспечение для программирования:
Для отображения информации используется система Windows, которая подходит для рядового персонала и проста в управлении. Программа обработки отображается в графическом виде, а обрабатываемые продукты видны с первого взгляда. Это снижает вероятность ошибок при обработке. Программное обеспечение совместимо с G-кодом, CAD и CNCKad, что облегчает программирование для различных операторов.

Имеет функцию автоматического сопоставления параметров:
Система управления главным компьютером может автоматически регулировать параметры двигателя, скорость подачи и скорость штамповки в зависимости от размера обрабатываемой пластины, ее толщины и технологии обработки, чтобы оборудование могло работать в оптимальных рабочих условиях.
Он имеет функцию многоосевого соединения:
Взаимосвязь осей X/Y/T и X/Y/C значительно повышает эффективность обработки. Скорость обработки может быть отрегулирована в любой момент в процессе обработки, что повышает гибкость обработки.
Он имеет функции резервного копирования и восстановления параметров:
После ввода оборудования в эксплуатацию параметры сохраняются в резервной копии. Если в оборудовании произошел сбой, вы можете восстановить его с помощью всего одной клавиши, и оборудование вернется в исходное рабочее состояние.
Он имеет функции резервного копирования и восстановления параметров:
После ввода оборудования в эксплуатацию параметры сохраняются в резервной копии. Если в оборудовании произошел сбой, вы можете восстановить его с помощью всего одной клавиши, и оборудование вернется в исходное рабочее состояние.
Он имеет сканирование зажимов и функции защиты:
Положение зажима может быть автоматически определено во время обработки. Если положение зажима не соответствует запрограммированному, система подаст сигнал тревоги, и инструкции по обработке не будут выполняться, чтобы избежать опасности пробивания зажимов. Зоны защиты зажимов A, B, C и D могут быть установлены, чтобы избежать чрезмерных слепых зон.
Он имеет функцию блокировки движения по осям X и Y:
Когда подъемная платформа опускается для технического обслуживания, замены пресс-формы или ручного управления, функция блокировки движения по осям X и Y включается автоматически, чтобы полностью предотвратить травмы, вызванные неправильным управлением.
Имеет пользовательские функции напоминания:
Дополнительная защита может быть добавлена в соответствии с требованиями заказчика. Когда срабатывает функция защиты, оборудование останавливает движение и выдает соответствующий статус защиты. Это позволяет расширить возможности оборудования, обеспечивая при этом постоянство.
Имеет функцию прокрутки, транспортировки, маркировки:
Головка пуансона может поддерживаться в статичном состоянии с помощью программного обеспечения, а функции прокатки, транспортировки и маркировки могут быть реализованы с помощью движения пластины.



7.Другие подробные чертежи:
Наш аккуратный электрошкаф.
Электрический шкаф с теплообменником.
Устройство вторичного позиционирования.
шкаф для хранения.
Бесплатные запасные части для конфигурации доставки оборудования.


связаться с нами
Сопутствующие популярные продукты
STON вниз толчка автоматический центр гибки листов вниз 1600 мм
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
Высокопроизводительный центр гибки панелей, полностью автоматический гибочный станок с ЧПУ
Модель:СТОН E3200.
Название:Высокопроизводительный центр гибки листового металла, полностью автоматический гибочный станок с ЧПУ.
башенный удар1250мм*2500мм
В основном она производит механическое оборудование для обработки листового металла.
Револьверный дыропробивной станок с ЧПУ с автоматической загрузкой и выгрузкой
модель:STON SF3032X2.
заголовок:Револьверный дыропробивной станок с ЧПУ с автоматической загрузкой и выгрузкой.
Ферменный манипулятор
Манипулятор фермы — это обычный промышленный робот, который обладает вы...
Интеллектуальный гибкий центр гибкиSTON A1000
модель:STON A1000.
Название продукта:Интеллектуальный гибкий центр гибкиSTON A1000.

Усовершенствованная технология складывания листового металла с помощью листогибочных прессов STON.
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
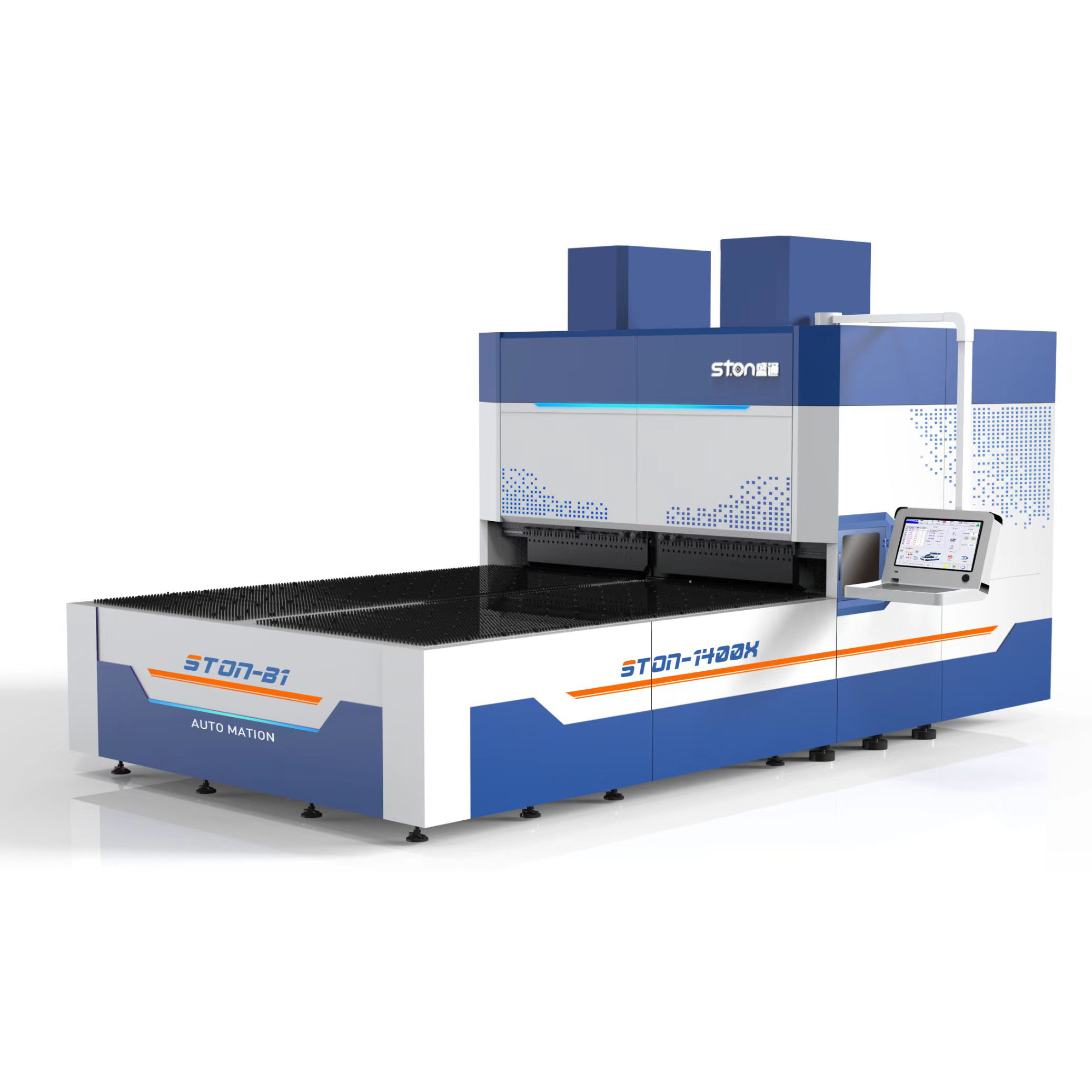
Автоматический панелегиб с присоской STON B1400
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
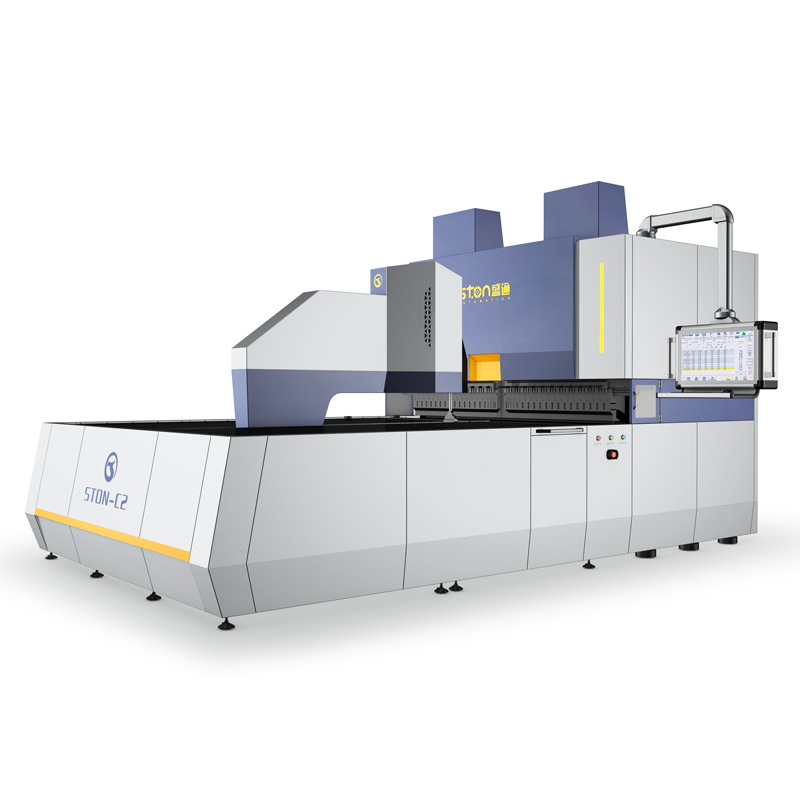
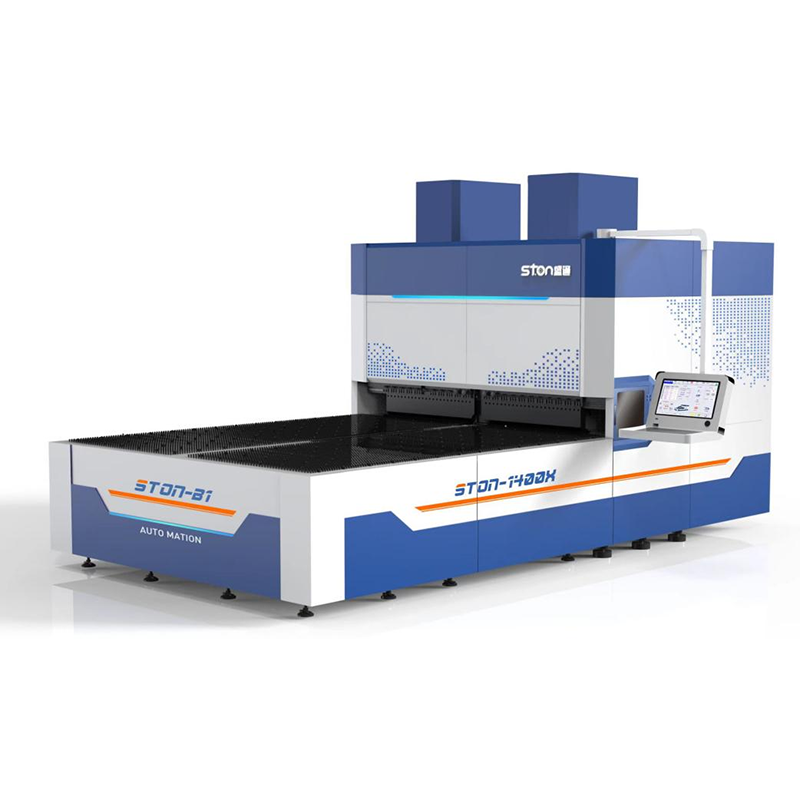
STON-JT3032X2 Механический револьверный штамповочный пресс с ЧПУ
Закрытая интегральная сварочная рама пресса O-типа специально для сервопробивного пресса.
Центр гибки панелей с ЧПУ, Автоматический станок для гибки панелей 1000 мм
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
Револьверный пробивной пресс с электросервоприводом – STON SF3032X2
STON’s недавно запущен SF серии электро серво ЧПУ пробивной пресс 30 тонн с передовой технологией сервопривода.
Автоматический центр гибки металлических пластин 1400 мм.00MM
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
STON С ЧПУ ГИБОЧНЫЙ ЦЕНТР 2500 ММ ТИП
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.
Автоматический панельогибочный станок на присоске
Эта машина представляет собой автоматический гибочный станок, специально разработанный компанией STON для гибки тонких листов.
Техническое решение чисто электрической гибочной машины
Эффективный и энергосберегающий гибочный станок с ЧПУ.
STON 15-осевая Полностью автоматическая листогибочная машина с гибким центром
Гибочный центр STON выполняет операции гибки различных листов листового металла. Процесс гибки происходит путем позиционирования нижней и верхней гибочных матриц группы гибки на определенной геометрии гибки.